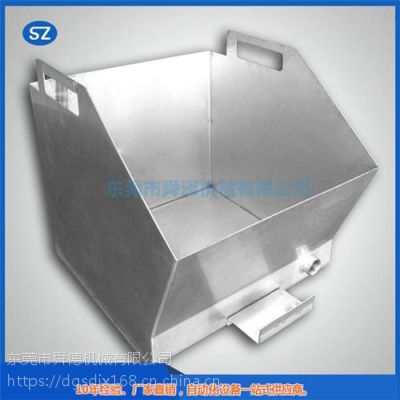
| 钣金材质:不锈钢 | 钣材厚度:thisis钣材厚度mm | 加工尺寸/长*宽*高:thisis加工尺寸/长*宽*高mm |
| 公差:thisis公差 | 成型件:工程机械配件 | 下料方式:NC数控下料 |
| 加工工序:成型 | 表面处理:电镀五彩锌 | 表面粗糙度:表面粗糙度6024 |
| 打样周期:1-3天 | 加工周期:1-3天 | 年剩余加工能力:年剩余加工能力7206 |
| 年最大加工能力:年加工能力8594 | 应用领域:办公用品 |
钣金件在喷涂之后进入装配工序,装配前,要将原来喷涂中用的保护贴纸撕去,确定零件内螺纹孔没有被撒进漆或粉,在整个过程中,要戴上手套,避免手上灰尘附在工件上,有些工件还要用吹干净。装配好之后就进入包装环节了,工件检查后装入专用的包装袋中进行保护,一些没有专用包装的工件用气泡膜等进行包装,在包装前先将气泡膜裁成可以包装工件的大小,以免一面包装一面裁,影响加工速度;批量大的可定做专用纸箱或气泡袋、胶垫、托盘、木箱等。包装好后放入纸箱,然后在纸箱上贴上相应成品或半成品标签。
机架加工、钣金加工的工艺介绍:为了焊接牢固,在要焊接的工件上打凸点,可以使凸点在通电焊接前与平板均匀接触,以***各点加热的一致,同时也可以确定焊接位置, 同样的,要进行焊接,要调好预压时间,保压时间,维持时间,休止时间,***工件可以点焊牢固。点焊后在工件表面会出现焊疤,要用平磨机进行处理,氩弧焊主要用于两工件较大,又要连接在一起时,或者一个工件的边角处理,达到工件表面的平整,光滑。氩弧焊时产生的热量易使工件变形,焊接后要用打磨机和平磨机进行处理,特别是边角方面较多。
随着中国制造业的崛起,中国钣金及制作行业得以迅速发展。2009年全行业现有3万企业(车间),180万从业人员,年生产钣金件约4200万吨,销售总额达5000亿元人民币。总体上讲,行业起步较晚,企业规模普遍较小,生产技术人员匮乏,很难形成企业的核心竞争力,市场竞争日趋激烈,不具备与国际跨国公司竞争的实力。
钣金加工行业发展必须符合低碳、环保、节能节材的设计、制造和消费理念,生产应向柔性化、精密化发展,企业应向专业化、全球化发展。